Pájení polypropylenových trubek – Good-natured Plumber
V materiálu o polypropylenových trubkách jsem stručně vysvětlil, co to jsou trubky.
Nyní si povíme něco málo o pájení těchto trubek.

Je samozřejmě správné říkat: „svařování“ nebo dokonce „svařování trubek difúzí“, ale obvykle používáme jednodušší slova:
Slovníkové difúzní svařování, tzv. pájení
Svářečka, říkáme jí páječka nebo i žehlička
Polypropylen nazýváme „polycom“ nebo „PPR“
Barvy nazýváme takto:
Bílá – Turek. (I když Valtek dělá také bílé a kvalita dýmek je vysoká)
Šedá – česky
Zelená – německá
Nástroj
K „pájení“ trubek budete potřebovat: Páječka – “Svařovací stroj”  Řezačka trubek nebo nůžky
Řezačka trubek nebo nůžky  Stripovač nebo zastřihovač
Stripovač nebo zastřihovač
„Pájka“ je právě tím nástrojem, bez kterého je instalace polypropylenových trubek v zásadě nemožná. Pokud jde o nůžky, trubku lze řezat pilkou na železo nebo dokonce bruskou. Pouze okraje budou muset být očištěny od přebytečných „třásní“.
Pokud jde o odizolovací nástroj, pokud jej nemáte, můžete si vybrat trubku s výztuží ze skelných vláken.
Instalace:
Aby bylo možné sestavit systém takových trubek, existuje mnoho různých tvarovek a konektorů.
Můžete sestavit naprosto jakýkoli systém:




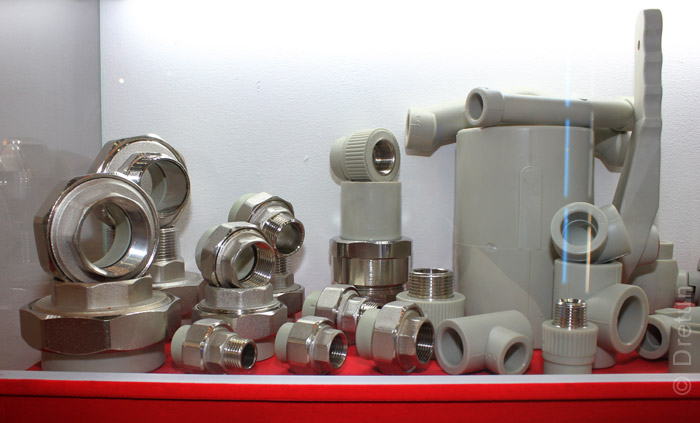



Pájecí kulový ventil:
Pájení
Průměrná teplota svařovacího stroje by měla být nastavena na 260 stupňů.

Samozřejmě pro každý průměr existuje jemnější nastavení teploty a u drahých strojů se požadovaná teplota vkládá automaticky, pokud zadáte průměr svařované trubky.
Nastavíme teplotu na 260 stupňů, nasadíme požadovanou trysku a teď už jen zbývá zapamatovat si dobu, po kterou potřebujeme trubku zahřát.
16. ohřev po dobu 5 sekund. poté musí být fixován po dobu 6-7 sekund, aby bylo pájení vysoce kvalitní.
Dvacítku zahříváme 20 sekund.
25. – 7 sec.
32. – 8 sec.
40. – 12 sec.
Vezmeme trubku se spojkou do rukou a snažíme se je spojit bez zahřívání. Pokud je to možné, pak nebude kvalitní spojení, vyměňte komponenty a pokud možno použijte konektory od stejného výrobce ve stejném systému.
Poté, co jsme zjistili, že držíte v rukou to, co potřebujete a lze to připájet, nasadíme nejprve na trysku svářečky (je tlustší) tvarovku a poté trubku.
Ale to je knižní příklad a je velmi obtížné připevnit tvarovku a trubku zvlášť na páječku. Současně zatlačte dovnitř, ale nejprve můžete vyjmout trubku a poté konektor.


Takto vypadají vyhřívané armatury:

Nyní je třeba je propojit.

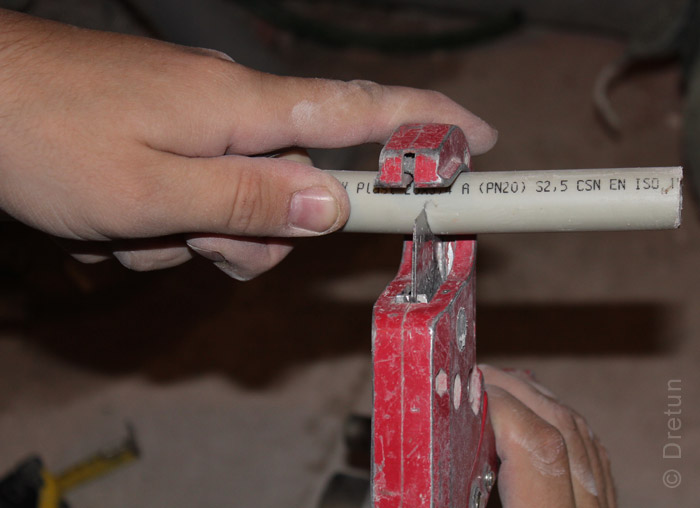
Při ohřevu je důležité zasunout trubku úplně do trysky. Pro jistotu si před pájením můžete na trubce vyznačit, jak dlouho má trubka jít do trysky.

Při zahřívání by se prvky neměly na páječce kroutit.. Výrobce sice zakazuje otočky, já to stále dělám, ale otočky jsou velmi malé, dokonce bych řekl, že jsou to jakési pohyby pro snadnější nasazování trubky s tvarovkou. Stává se, že roh velmi těsně dosedá na trysku To se často stává u velkých průměrů, například 40 mm. V tomto případě lze páječku pohybovat tam a zpět o několik stupňů vzhledem k dílům.
Pokud díly nebo páječku zkroutíte o více než cca 5 stupňů, zůstanou na trysce části plastu, které budou kouřit a pájení může být nekvalitní. Je-li to tedy možné, raději se neotáčet a ještě k tomu nekroutit se и netočte.

Po úplné instalaci prvků začneme odpočítávat 5 sekund v případě 20 mm trubky. nebo 8 sekund v případě 32. trubky.
Po této době nejprve odstraníme trubku a poté tvarovku.
Rychle, ale bez rozruchu tyto dva prvky spojíme. Po připojení máte ještě několik sekund na opravu zarovnání. Po 2-3 sekundách. Nastavení vyrovnání musí být zastaveno. V opačném případě bude spoj netěsný.

Po spojení nechte produkt asi 20 sekund vychladnout a spoj pevně zafixujte.
Pokud pájete první spoje, pak přísně dodržujte dobu ohřevu a fixace. V následných spárách zohledněte průvan a okolní teplotu.
Pokud pracujete v průvanu a teplota je například pod +10, pak by se měla doba ohřevu mírně prodloužit o 1-3 sekundy. v závislosti na průměru. V opačném případě riskujete, že nebudete mít čas ukotvit vyhřívané prvky nebo nezbývá sekunda na opravu zarovnání.
Nedotápění
Pokud trubky podhřejete, buď se vám nepodaří spojit, nebo následně dojde k netěsnosti spoje.
Přehřátí
Pokud se přehřeje, riskujete roztavení průchozího otvoru.
Pokud je pájení provedeno správně, ale průchozí otvor není zúžen.

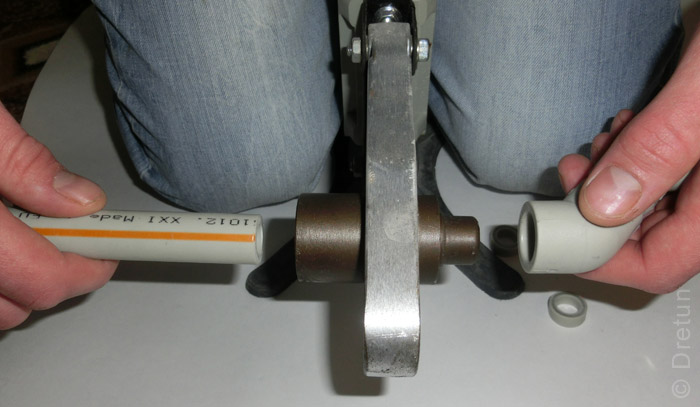
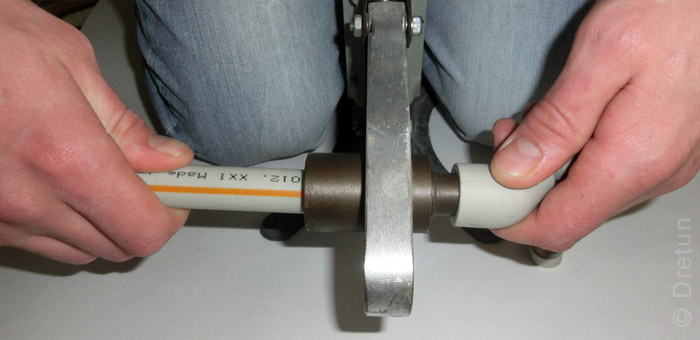
Trubku můžete řezat nejen nůžkami:
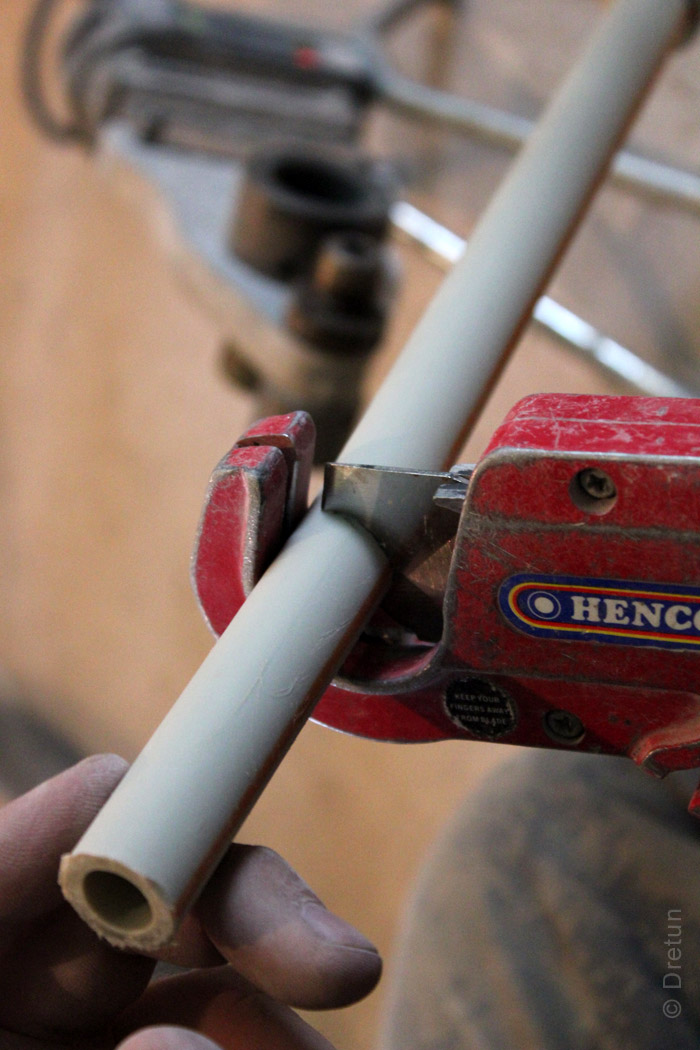
A někdy s pomocí nůžek není možné provést rovnoměrný řez, například pokud potřebujete odstřihnout pouhý centimetr.

V tomto případě se můžete uchýlit k pomoci úhlové brusky.

Takto vypadá trubka vyztužená skelnými vlákny v průřezu. Takovou trubku není potřeba odizolovat a ořezat, což se o hliníkové vrstvě říci nedá.


Nyní odřízneme pájené prvky a uvidíme, zda lze tyto spoje rozpojit.
Nahoře je šedá trubka připájena k bílé spojce a na obrázku níže je šedá až šedá.

V obou případech můžete vidět svařované prvky srostlé do jediného celku. Dokonce i bílá a šedá. Rozdíly jsou pouze vizuální – barevnost. To okamžitě odpovídá na otázku, zda je možné pájet bílou a šedou. Může.
Nyní se podívejme na průřez spojky adaptéru:
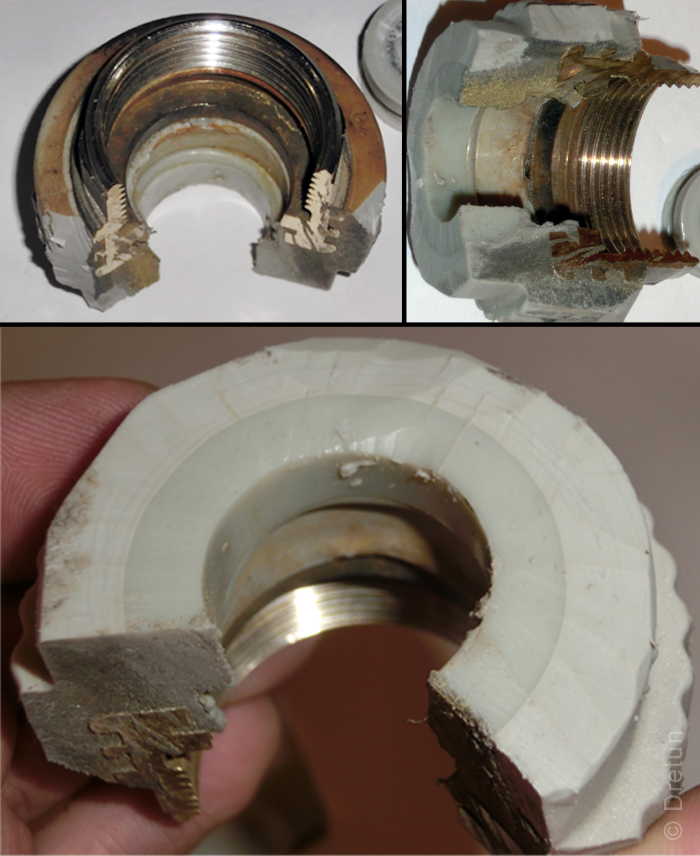
V tomto případě byla trubka bez výztuže. Je vidět, že rozdíly jsou pouze v barvě, i když výrobce je stejný. Samotné spojení nelze rozpojit a správné pájení nikdy nezpůsobí netěsnost. Z tohoto důvodu mohou být taková spojení bezpečně skryta ve stěnách a podlahách.
Zdá se, že toto jsou všechny klíčové body spojené s pájením polypropylenových trubek.
Případné dotazy k materiálu zanechte v komentářích.
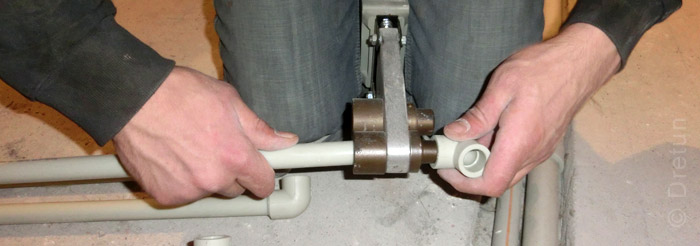
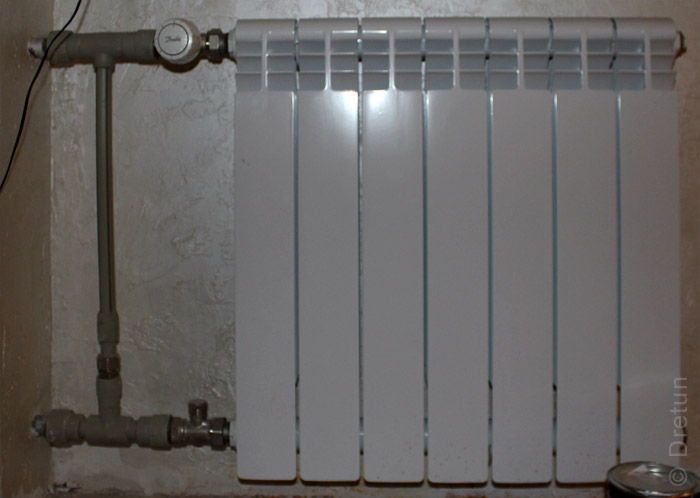
No a na závěr pár fotek svařovaných trubek:





Pro horizontální upevnění potrubí používám spony

Pro svislé potrubí, kde musí být potrubí pevně upevněno, se používá speciální objímka